M.A.R.V.E.L.
Diseñada para cocinas comerciales, M.A.R.V.E.L. ofrece ahorros inigualables mientras mejora las condiciones de trabajo del personal.
M.A.R.V.E.L. es una plataforma de control de vanguardia que incorpora la Ventilación Controlada por Demanda (DCKV) como característica clave. Los controles ajustan en tiempo real las tasas de flujo de aire de extracción de la cocina, dependiendo del estado de los electrodomésticos de cocción. Si solo una zona de cocción está en funcionamiento, únicamente se ajustará automáticamente el flujo de aire necesario para esa zona. Las demás zonas continuarán operando a una tasa de flujo baja. Con M.A.R.V.E.L., una zona puede ser tan pequeña como una sección de campana.
Esto se traduce en impresionantes ahorros de energía en todos los niveles de la ventilación de la cocina, junto con una mejora notable y tangible en la comodidad de los chefs y sus equipos.

Beneficios

- Reducción impresionante de la energía necesaria para filtrar, enfriar o calentar el aire de reposición.
- Disminución significativa del consumo eléctrico de los ventiladores.
- Tiempo de reacción más rápido de cualquier sistema de demanda, garantizando que la reducción de las tasas de flujo de aire de extracción no comprometa la calidad del aire.
- Mejora de las condiciones de trabajo gracias a la reducción de los niveles de ruido y del riesgo de corrientes de aire.
- Sistema de autoequilibrio continuo que reduce considerablemente el tiempo consumido en el balanceo manual del sistema de conductos durante la fase de puesta en marcha.
- Mejora la rentabilidad de las cocinas comerciales mientras reduce la inversión de capital inicial.
- Retorno de inversión más rápido, incluso para cocinas pequeñas, gracias a una versión simplificada de M.A.R.V.E.L..
¿Cómo funciona?
Con un consumo de 800 kWh/m², el sector de alimentos y bebidas es la actividad que más energía consume entre todos los edificios comerciales y residenciales en los Estados Unidos, superando ampliamente al sector hospitalario (con 600 kWh/m²) (1). Esta observación también puede considerarse válida en muchos otros países.
M.A.R.V.E.L. está diseñado para proporcionar el nivel más bajo posible de consumo energético en el sector de alimentos y bebidas. ¿Cómo lo logra?
Este video presenta las características clave y las innovaciones que los ingenieros de Halton desarrollaron minuciosamente para ofrecer la tecnología de ahorro energético más eficiente para cocinas comerciales.
(1) Eficiencia Energética en Edificios, Transformando el Mercado (WBCSD Consejo Empresarial Mundial para el Desarrollo Sostenible).
Conocimiento profundo

Amplitud de ajuste, precisión y tiempo de reacción más rápido con los sensores IRIS de Halton
M.A.R.V.E.L. se basa en los innovadores y patentados sensores infrarrojos IRIS de Halton. Estos sensores “escanean” la superficie de los bloques de cocción para monitorear la actividad de cocción directamente “en la fuente”. No hay retraso en el tiempo de respuesta esperando a que el humo ascienda y rompa un haz de luz de los detectores tradicionales, ni se debe esperar aún más con sensores que solo miden temperatura. M.A.R.V.E.L. responde instantáneamente a cualquier cambio en el estado de cocción tan pronto como ocurre. Este tiempo de reacción instantáneo permite que la extracción aumente rápidamente para extraer calor y vapores durante los períodos de cocción.
El algoritmo de M.A.R.V.E.L. compara las lecturas de múltiples sensores: infrarrojos, sensores de temperatura en los plenos de extracción y sensores de temperatura del espacio instalados en cada una de las zonas de la cocina. La temperatura puede incluso disminuir inicialmente durante el inicio de un proceso de cocción (por ejemplo, un producto congelado en una freidora), pero el sistema M.A.R.V.E.L. interpreta este cambio como una actividad de cocción. Esto no es posible con sistemas que solo dependen de la temperatura.
Esta combinación única y el algoritmo exclusivo de M.A.R.V.E.L. permiten modular de manera segura entre los estados de apagado, reposo o cocción, independientemente del tipo de electrodomésticos de cocción.
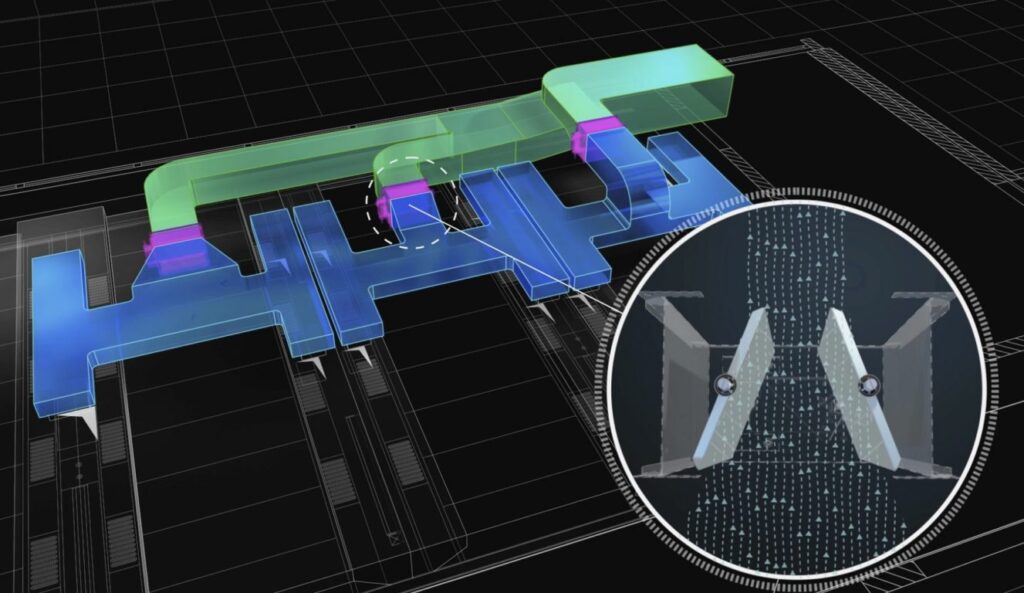
M.A.R.V.E.L. dirige el flujo de aire de extracción solo cuando y donde se necesita en las cocinas.
Dependiendo de la configuración de la cocina, cada módulo de campana, plenum de extracción de techo ventilado o ramal de conductos está equipado con un Compensador de Balance Automático (ABD), ya sea que la ventilación de la cocina sea gestionada por uno o varios ventiladores. Los ABD se autoequilibran continuamente basándose en las entradas del algoritmo de M.A.R.V.E.L.. Todos los compensadores ajustan su posición de manera independiente según el nivel de extracción requerido para “entregar” el flujo de aire de extracción adecuado en el momento preciso.
Esto significa que, si solo una zona de cocción está en funcionamiento, únicamente el flujo de aire para esa zona se ajustará automáticamente. Las demás zonas continuarán operando a una tasa de flujo baja. Con M.A.R.V.E.L., una zona puede ser tan pequeña como una sección de campana.
La gran mayoría de los sistemas de Ventilación Controlada por Demanda (DCV) activan el flujo de aire de extracción máximo para toda la cocina tan pronto como la zona más pequeña lo requiere, eliminando prácticamente cualquier posibilidad de ahorro energético.
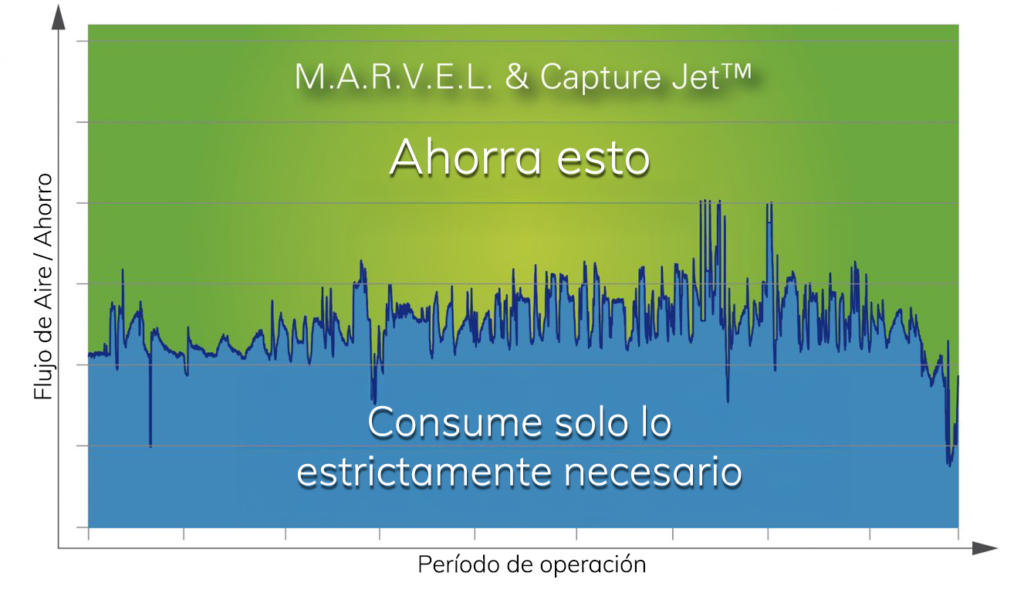
M.A.R.V.E.L. reduce las tasas de flujo de aire de extracción hasta en un 64% y ofrece ahorros energéticos inigualables
Reducir las tasas máximas de flujo de aire de extracción y ajustarlas según la actividad de los electrodomésticos impacta la capacidad y el consumo energético de los sistemas de aire acondicionado y calefacción, y por lo tanto, el costo de tratar el aire de reposición.
La ecuación es simple: la menor cantidad de aire extraído de una cocina equivale a la menor cantidad de aire de reposición que debe ingresar. Esta reducción contribuye a minimizar la energía necesaria para filtrarlo, enfriarlo, calentarlo y “entregarlo” a todas las áreas de la cocina o del establecimiento del sector de alimentos y bebidas.
La tecnología Capture Jet™ reduce las tasas máximas de flujo de aire de extracción requeridas en comparación con las campanas convencionales de succión únicamente. M.A.R.V.E.L. las ajusta de manera permanente, precisa y confiable, reduciendo los niveles generales de extracción hasta un inigualable 64% o más.
El impacto combinado de M.A.R.V.E.L. y Capture Jet™ afecta drástica y positivamente no solo los costos operativos, sino también la inversión de capital inicial por parte del cliente.
M.A.R.V.E.L. también ahorra significativamente en la operación de los ventiladores. Eso es lo que queremos decir con ahorros energéticos inigualables.
¿Sabías que cuando la velocidad de rotación del ventilador se reduce en un 40%, su consumo eléctrico disminuye en un 78%?
El algoritmo inteligente y exclusivo de M.A.R.V.E.L. ajusta continuamente la velocidad de rotación de los ventiladores para proporcionar las tasas de flujo de aire de extracción adecuadas con la menor presión posible. Esto es más fácil de decir que de hacer para un sistema que tiene la capacidad de ajustar constantemente las tasas de flujo de aire de extracción, independientemente del tipo de electrodoméstico, el nivel de actividad o la configuración de las cocinas.
M.A.R.V.E.L. es completamente capaz de cumplir con los requisitos de extracción, destacándose en simplificar desafíos muy complejos y optimizando el rendimiento de la ventilación. Los ventiladores operan a la menor velocidad de rotación posible mientras todas las campanas o áreas de techos ventilados mantienen los flujos de aire de extracción correctos. Esto maximiza los ahorros realizados para filtrar, enfriar o calentar el aire de reposición en el sector de alimentos y bebidas.

¿Sería M.A.R.V.E.L. la solución de optimización de flujo de aire más avanzada sin también mejorar las condiciones de trabajo?
Si hablas de la reducción de las tasas de flujo de aire de extracción, también estás hablando de la reducción de los niveles de ruido y del riesgo de corrientes de aire para los chefs, sus equipos e incluso los clientes en el caso de cocinas abiertas o de exhibición.
Esto es precisamente de lo que se trata M.A.R.V.E.L.: hacer de las cocinas un mejor lugar para trabajar y aumentar el atractivo de un sector de alimentos y bebidas que enfrenta desafíos para reclutar y retener personal capacitado.


Acerca de Halton Connect & Care
Halton Connect es una plataforma de última generación cuyo núcleo es un portal avanzado basado en la nube. Permite la monitorización remota 24/7 de las soluciones diseñadas por Halton. Proporciona acceso a información importante y útil junto con potentes análisis de datos para los usuarios finales. También proporciona información crucial a nuestros ingenieros. A cambio, ellos pueden controlar de manera remota y segura todos los sistemas y sus configuraciones cuando sea necesario.
Esta tecnología digital de “dos direcciones” abre el camino a Servicios Premium que son vitales para mantener el rendimiento de los sistemas y tecnologías al nivel del diseño inicial y durante todo el ciclo de vida. ¡Aún mejor! Permiten la optimización continua de sus sistemas, lo que resulta en costos operativos aún más bajos.
Contáctanos
"*" indicates required fields